Vakuumpumpen
Was ist das?
 Eine Vakuumpumpe ist ein Gerät, welches ein Gefäß evakuieren kann. Es ist also in der Lage, eine Menge an Gasatomen aus einem Gefäß zu entnehmen, sodass dieses schließlich weniger Atome pro Volumeneinheit enthält als das umgebende Medium. Dies erzeugt in dem Gefäß einen Unterdruck. Hier auf der Erde scheint es nicht möglich zu sein, die Zahl der Atome in einem Gefäß auf null zu senken, aber das ist natürlich für unsere Zweck auch nicht erforderlich. Ein technisches Grobvakuum ist hier vollkommen ausreichend.
Eine Vakuumpumpe ist ein Gerät, welches ein Gefäß evakuieren kann. Es ist also in der Lage, eine Menge an Gasatomen aus einem Gefäß zu entnehmen, sodass dieses schließlich weniger Atome pro Volumeneinheit enthält als das umgebende Medium. Dies erzeugt in dem Gefäß einen Unterdruck. Hier auf der Erde scheint es nicht möglich zu sein, die Zahl der Atome in einem Gefäß auf null zu senken, aber das ist natürlich für unsere Zweck auch nicht erforderlich. Ein technisches Grobvakuum ist hier vollkommen ausreichend.
Es gibt verschiedene Typen von Vakuumpumpen, jeder optimiert für andere Einsatzbedingungen. Doch mehr dazu später.
Wie kann die Vakuumpumpe Werkstücke festhalten?
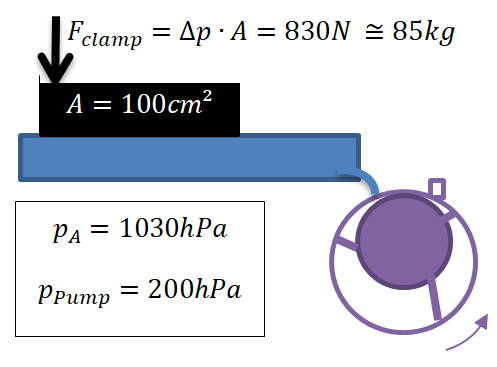
Für Niederhalten und Spannen von Werkstücken mittels Vakuumpumpe wird ein Vakuumtisch (siehe mein Beitrag zum Thema) beziehungsweise eine Unterdruckklemmvorrichtung benötigt. Hier sind wir an der Druckdifferenz zur Umgebungsluftdruck (103000Pa = 10.3N/cm² = 1kg/cm²) interessiert. Dies ist die maximale Niederhaltekraft pro Fläche, die mit einem Vakuumtisch und dazu passend ausgelegter Pumpe theoretisch erreicht werden kann.
Volumenförderstrom vs. Unterdruck
Die wichtigsten Parameter einer Vakuumpumpe sind - wie bei anderen Pumpentypen auch - die maximal erreichbare Förderleistung, gemessen in m³/h (bei niedriger Druckdifferenz), sowie geringster erreichbarer Absolutdruck im vakuumierten Gefäß in hPa (bei niedrigem Volumenstrom) auf der Saugseite. Die Druckseite ist bei Vakuumpumpen logischerweise uninteressant.
Das erinnert mich ein wenig an die elektrische Welt, wo z.B. Leerlaufspannung (max. Druckdifferenz) und Kurschlussstrom (max. Volumenstrom) eine Spannungsquelle charakterisieren und es darum geht, einen optimalen Arbeitspunkt zu finden.
Wenn man auf eine Spannung aus ist, kann man eine Quelle nur mit einem geringen Strom belasten und so die Spannung oben halten. Anders herum kann bei geringer Spannung ein hoher Strom aus der Quelle bezogen werden. In jedem Falle ist auch bei der Vakuumpumpe ein optimaler Arbeitspunkt zu finden und den Pumpentyp entsprechend auszuwählen. Einige Pumpentypen nämlich sind auf Durchsatz optimiert und damit für andere Zwecke gut geeignet als Pumpen, die große Unterdrücke bei geringerem Volumenstrom erreichen.
Wird viel von beidem benötigt, steigen Kosten und Energiebedarf der Pumpe stark an - es kommt also wieder einmal darauf an, was man braucht, denn die “Alleskönnerpumpe” ist ökonomisch oft nicht sinnvoll.
Charakteristika der Pumpen
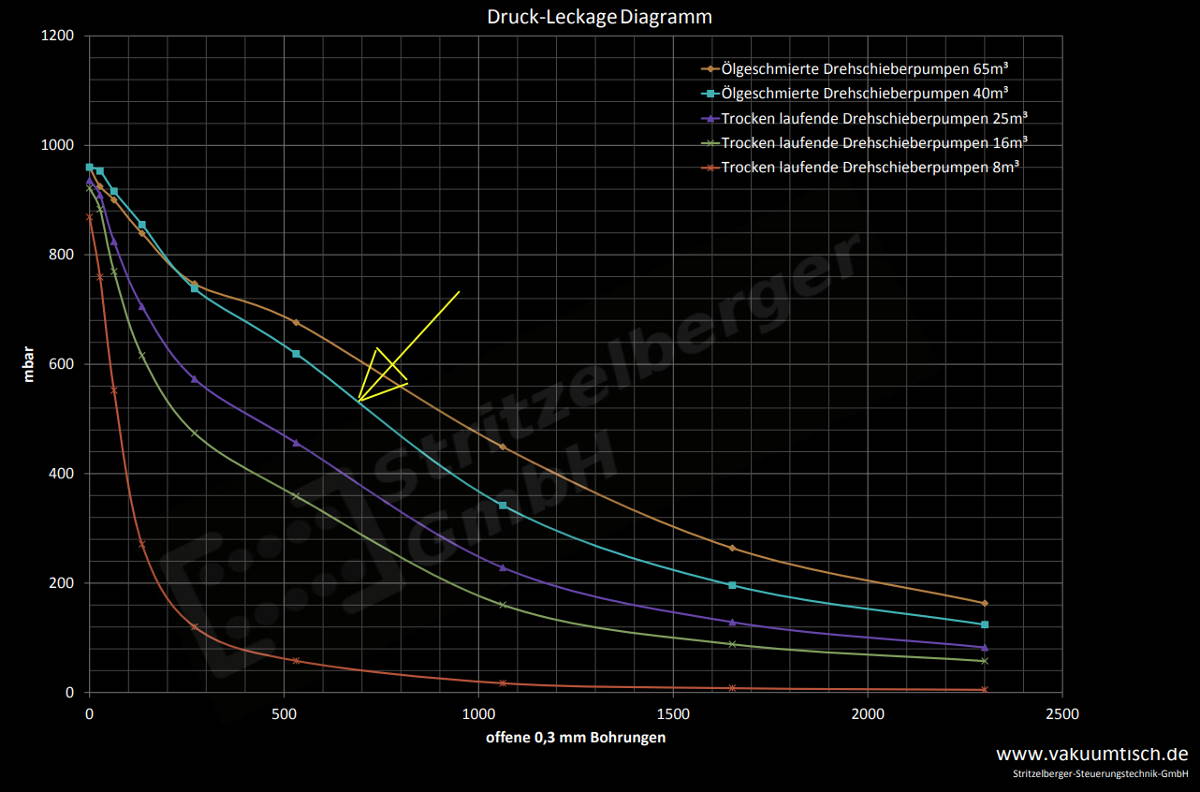
Ich habe mir mal die Mühe gemacht, Volumenstrom über Druckdifferenz in einem Diagramm einzutragen und für verschiedene Pumpentypen in ähnlicher Leistungsklasse auszuwerten. Dann zog ich eine Linie durch die beiden Punkte (sicher, das ist nur eine Annäherung, der wahre Verlauf ist eher asymptotisch), um sie besser vergleichbar zu machen.
Für das Beispiel habe ich willkürlich eine elektrische Leistung der Pumpe von rund 1.5kW angenommen. Die Werte habe ich aus online abrufbaren Datenblättern verschiedener Pumpenhersteller entnommen.
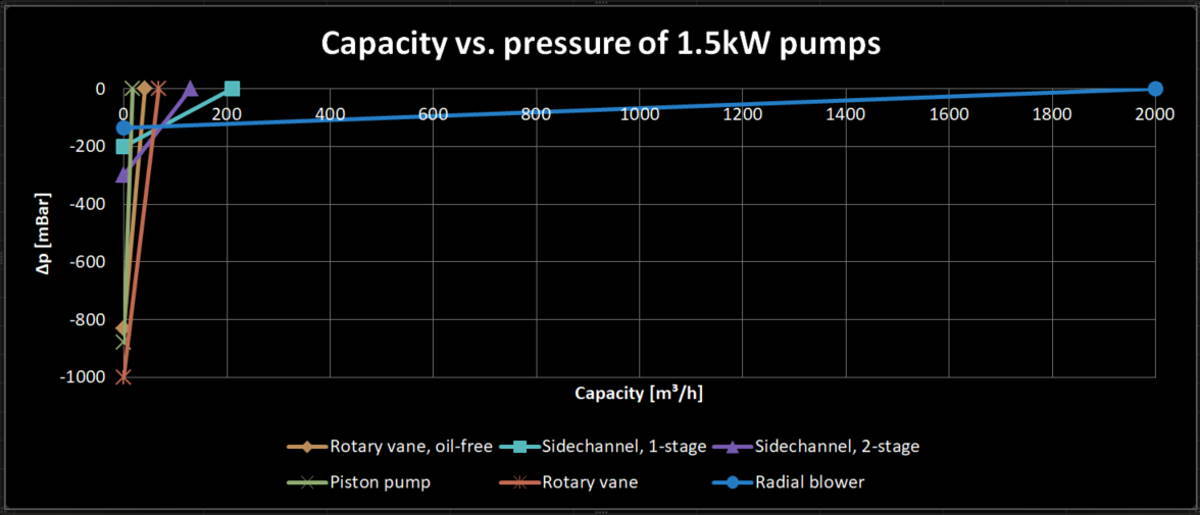
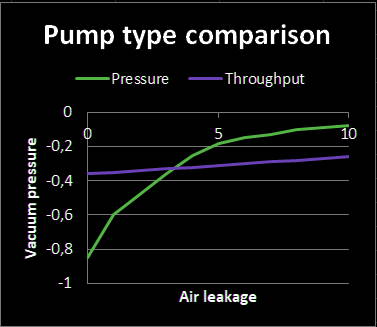
Natürlich ist das nur eine grobe Annäherung und gilt eher für Pumpentypen mit großem Durchsatz als für diejenigen mit hoher Druckdifferenz. Die Funktion letzterer sieht eher aus wie ein hyperbolisches Parabolid (siehe Abbildung weiter unten), da erreichbare Druckdifferenz von Leckströmen stark gemindert wird.
Wir können solch eine Kurve gut für die Arbeitspunktbestimmung verwenden: Der Hersteller des Vakuumtisch empfiehlt meist den erforderlichen Volumenstrom für das jeweilige Produkt. Dieser wird nun auf der Linie markiert, und schon ergibt sich das dann erreichbare Vakuum. Am Schluss des Artikels komme ich hierauf zurück und versuche, ein paar Empfehlungen zu geben.
Pumpentypen
 Es gibt viele verschiedene Pumpentypen zur Vakuumerzeugung in der Industrie. Sie haben teils verschiedene Wirkprinzipien und selbstverständlich unterschiedliche Einsatzzwecke. Ich konzentriere mich hier auf die vier Typen, die im Hobbybereich meiner Ansicht nach am Häufigsten zum Einsatz kommen.
Es gibt viele verschiedene Pumpentypen zur Vakuumerzeugung in der Industrie. Sie haben teils verschiedene Wirkprinzipien und selbstverständlich unterschiedliche Einsatzzwecke. Ich konzentriere mich hier auf die vier Typen, die im Hobbybereich meiner Ansicht nach am Häufigsten zum Einsatz kommen.
- Radialgebläse (Sehr hoher Volumenstrom)
- Seitenkanalverdichter (Hoher Volumenstrom)
- Kolbenpumpe (Tiefes Vakuum)
- Drehschieberpumpe (Tiefes Vakuum)
Radialgebläse
 Radialgebläse beschleunigen die Luft zwischen ihren Schaufeln. Luft wird axial in Mitte des Gebläses angesaugt und durch Fliehkräfte radial nach außen gedrückt, wo sie über einen Kanal an einer Stelle radial austreten kann.
Radialgebläse beschleunigen die Luft zwischen ihren Schaufeln. Luft wird axial in Mitte des Gebläses angesaugt und durch Fliehkräfte radial nach außen gedrückt, wo sie über einen Kanal an einer Stelle radial austreten kann.
Radialgebläse werden für sehr viele Anwendungen gebaut. Sie kommen beispielsweise in Großfeuerungen von Kraftwerken, in Hüpfburgen und dem Automotive-Bereich vor und waren vor fast zwei Jahrzehnten sogar auf Grafikkarten häufiger anzutreffen (Ich hatte mal einen auf meiner ATI Radeon X1900XT). Sie sind sehr einfach im Aufbau, kostengünstig herzustellen und sind in der Lage, einen unglaublich hohen Luftdurchsatz bereitzustellen. Nachteilig sind die hohen Laufgeräuschpegel und die im Vakuumbereich relevanten, geringen erreichbaren Unterdrücke.
Wenn allerdings mit Plattenmaterial und großflächigen Werkstücken gearbeitet wird, kann diese Vakuumlösung trotzdem sehr gut passen. Im Hobbybereich können hier oft sogar günstige Staubsauger (mit Fremdkühlung durch einen eigenen Lüfter) verwendet werden.
Seitenkanalverdichter
 Seitenkanalverdichter kombinieren einen hohen Volumenstrom mit mittleren Druckdifferenzen. Man kann sie als ein- oder mehrstufige Systeme erwerben (Serienschaltung). Dadurch sind sie gut auf die Bedürfnisse der Kundschaft anpassbar. Wie Radialgebläse interagieren sie nur mit dem Medium und verschleißen nicht durch Teil-zu-Teil-Reibung. Dadurch sind sie ebenso wartungsarm und tolerieren auch Dämpfe und staubige Umgebungen.
Seitenkanalverdichter kombinieren einen hohen Volumenstrom mit mittleren Druckdifferenzen. Man kann sie als ein- oder mehrstufige Systeme erwerben (Serienschaltung). Dadurch sind sie gut auf die Bedürfnisse der Kundschaft anpassbar. Wie Radialgebläse interagieren sie nur mit dem Medium und verschleißen nicht durch Teil-zu-Teil-Reibung. Dadurch sind sie ebenso wartungsarm und tolerieren auch Dämpfe und staubige Umgebungen.
Wünscht man einen Seitenkanalverdichter mit hohen Druckdifferenzen, muss man einen sehr leistungsfähigen Motor wählen, denn die charakteristische Kurve verläuft recht flach. Die Geräuschbelästigung kann durch beidseitige Verwendung von Schalldämpfern gut reduziert werden. Dennoch sind sie bei vergleichbaren Leistungswerten teurer als Radialgebläse.
In dieser Aufzählung sind sie die eierlegende Wollmilchsau: Sie können einen passablen Unterdruck bei hohem Volumenstrom erzeugen, ihr Preis ist moderat, sie benötigen kaum Wartung und ihr unangenehmes, turbinenartiges Geräusch lässt sich mit ein paar technischen Maßnahmen in den Griff bekommen.
Ich fand diese tiefgehende Erklärung von Seitenkanalgebläsen ebenfalls nützlich: Link geht zur “GutmbH”. Und dieses Youtube-Video zeigt einen herrlich verspielten Einsatz als Verdichter.
Kolbenpumpe
 Der Klassiker. Kolbenpumpen werden sowohl für Kompressoren als auch für Vakuumpumpen verwendet. Sie stellen bei vergleichbar geringen Volumenströmen hohe Druckdifferenzen bereit, benötigen nicht viel Platz in der Werkstatt, und sind schon allein durch die hohen Produktionsvolumen günstig in der Anschaffung.
Der Klassiker. Kolbenpumpen werden sowohl für Kompressoren als auch für Vakuumpumpen verwendet. Sie stellen bei vergleichbar geringen Volumenströmen hohe Druckdifferenzen bereit, benötigen nicht viel Platz in der Werkstatt, und sind schon allein durch die hohen Produktionsvolumen günstig in der Anschaffung.
Auf der anderen Seite bieten sie nur einen pulsierenden Luftstrom und sind konzeptbedingt eher laut. Überdies können nur speziell dafür angefertigte Modelle mit Flüssigkeiten (Flutkühlung) oder Stäuben umgehen und benötigen mehr Wartung als die obengenannten Typen. Ich habe längst nicht so viele Anwendungsbeispiele dieses Pumpentyps für Vakuumtische gefunden wie bei den anderen. Das heißt aber nicht, dass ich sie für diese Einsatzzwecke als ungeeignet einstufe.
Drehschieberpumpen
 Drehschieberpumpen teilen sich wiederum in zwei Klassen: Trockenlaufend und ölgeschmiert.
Während trockenlaufende Drehschieberpumpen gleicher Leistung bei etwas höherem Durchsatz ähnliche Unterdrücke erzeugen können wie Kolbenpumpen, sind ihre ölgeschmierten Pendants in der Lage, deutlich größere Unterdrücke zu erreichen. Zudem benötigen sie weniger Energie zum Betrieb als ihre trockenlaufenden Kollegen.
Drehschieberpumpen teilen sich wiederum in zwei Klassen: Trockenlaufend und ölgeschmiert.
Während trockenlaufende Drehschieberpumpen gleicher Leistung bei etwas höherem Durchsatz ähnliche Unterdrücke erzeugen können wie Kolbenpumpen, sind ihre ölgeschmierten Pendants in der Lage, deutlich größere Unterdrücke zu erreichen. Zudem benötigen sie weniger Energie zum Betrieb als ihre trockenlaufenden Kollegen.
Auf der anderen Seite benötigen sie eine Warmlaufzeit für das Öl und einen Entgasungszyklus vor ihrer Abschaltung. Zudem benötigen sie durch Ölwechsel und leichte Ölnebel in der Abluft mehr Wartungsaufwand.
Das Wirkprinzip: Ein Motor treibt eine auf seiner Welle befindliche geschlitzte Scheibe an, welche exzentrisch in einem Gehäuse montiert ist. In den Schlitzen sind kleine Platten eingelassen, die sich radial frei bewegen können. Startet der Motor nun, werden die Platten durch Fliehkräfte an die Wände der Kammer gedrückt und schließen diese beinahe luftdicht gegen die anderen Kammern ab. Durch die Exzentrizität ist das Volumen dieser Kammern über einen Umlauf variabel und verkleinert sich in Richtung Auslass, sodass auf der Saugseite ein Unterdruck und am Auslass ein Überdruck entsteht.
Drehschieberpumpen sind nur für kompressible Medien geeignet, benötigen Staubabscheider am Einlass und vertragen keine Flüssigkeiten im Medium. Dafür liefern sie einen kontinuierlichen Saugstrom und sind im Betrieb vergleichsweise leise. Die Drehschieber sind Verschleißteile, die irgendwann ersetzt werden müssen - besonders bei den trockenlaufenden Geräten. Im Vergleich zu Seitenkanalverdichtern gleichen Volumenstroms liegen ihre Kosten zur Zeit des Verfassens dieses Artikels um den Faktor zwei bis drei höher.
Weitere Details gefällig? Wie oben bereits erwähnt halte ich diese Seite von GutmbH für lesenswert.
Das Werkstück bestimmt die Pumpe
 Um eine gute Wahl für eine Vakuumpumpe treffen zu können, sollte der Einsatzzweck also klar und der zu verwendende Vakuumtisch eine bekannte Größe sein.
Um eine gute Wahl für eine Vakuumpumpe treffen zu können, sollte der Einsatzzweck also klar und der zu verwendende Vakuumtisch eine bekannte Größe sein.
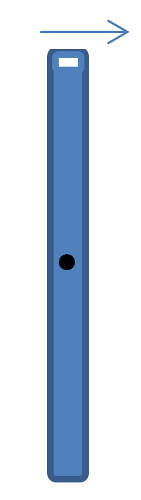
Wie in der Zeichnung zu erkennen ist, hängt die erreichbare Niederhaltekraft stark von der Größe der Oberfläche des Werkstücks ab - je kleiner sie ist, desto größer muss der Unterdruck sein, den die Pumpe liefert, um dieselbe Niederhaltekraft zu erreichen. Leider ist der Unterdruck wie oben beschrieben durch das absolute bzw. das durch die gewählte Pumpe erreichbare technische Grobvakuum limitiert. Trotzdem können Vakuumtische sehr homogene Niederhaltekräfte bieten.
Was wir vermeiden wollen, ist, dass das Werkstück durch das Werkzeug beim Eingriff vom Maschinentisch gelöst wird. Ebenfalls möchten wir Parallelverschiebung oder Drehung des Werkstücks durch das Werkzeug verhindern. Um ein paar Anhaltspunkte zu bekommen, können wir zuerst die Niederhaltekraft für unser Werkstück berechnen. In einem zweiten Schritt dann können wir abschätzen, wie viel Widerstand uns dies gegen laterale Verschiebung oder Drehung bietet. Solange die vom Werkzeug in das Werkstück eingebrachte Kraft unter dieser Losbrechkraft liegt, sind wir auf der sicheren Seite und können möglicherweise eine preisgünstigere Pumpe wählen.
Niederhaltekraft
Die Klemmkraft, die das Werkstück auf dem Maschinentisch festhält, ist leicht zu berechnen:
\[f_{clamp}= F_N = \Delta p A + F_g\]Sie wird in Newton angegeben und ergibt sich aus der Druckdifferenz zwischen Ober- und Unterseite des Werkstücks und der Erdanziehungskraft, die das Werkstück nach unten drückt.
Der erforderliche Wert hängt stark von der Werkzeuggröße- und Geometrie, Werkstückmaterial sowie vom Vorschub und gewählter Drehzahl ab. So wird wesentlich mehr Klemmkraft bei harten und zähen Materialien wie Hochdrucklaminaten oder Stahl benötigt, wenn Werkzeuge mit großen Durchmessern oder Drallwinkeln eingesetzt werden, die zudem bei großen Vorschüben und geringer Drehzahl durch das Material gehen als bei Weichhölzern, wo gern mit hohen Drehzahlen und gerade geschliffenen Fräsern gearbeitet wird.
Die Berechnung der Zerspankräfte, insbesondere der hier für uns interessanten Vorschubkraft, würde einen eigenen Artikel erforderlich machen. Für den Hobbybereich sind meine Erfahrungswerte, dass Werkstücke kleiner als 80x80mm nur mit großen Unterdrücken um -0.8Bar gehalten werden können, wenn man nicht gerade im Schneckentempo arbeiten möchte. Andersherum reichen bei 600x600mm großen Platten ohne Durchfräsungen bereits -0.1Bar, um die Platte sicher zu halten.
Parallelverschiebung
Um Niederhaltekraft in Widerstand gegen Parallelverschiebung umzurechnen, führe ich hier den statischen Reibungskoeffizienten \(µ_s\) ein.
Nehmen wir an, wir legen eine Lage Gummi zwischen unser (metallisches) Werkstück und den Vakuumtisch. Nehmen wir weiter einen statischen Reibungskoeffizienten µs = 0.7 zwischen Gummi und Werkstück an - den Wert habe ich online gefunden - was für mich aus mehreren Gründen nach einer konservativen Schätzung aussieht: Erstens klammern wir die Oberflächenrauigkeit von Gummimatte und Werkstück aus, und zweitens wird das Werkstück durch den Unterdruck etwas in die Gummimatte hineingedrückt, was die Losbrechkräfte durch Formschluss nochmal deutlich erhöht.
Egal, denn alles was zu tun bleibt, ist die oben berechnete Kraft mit dem Reibungskoeffizienten zu multiplizieren.
\[F_s = F_N µ_s\]Hier kann man also an zwei Stellschrauben drehen: Der Materialpaarung und dem von der Pumpe bereitgestellten Anpressdruck. Es gibt auch spezielle Vakuumvliese, welche besonders hohe Reibungskoeffizienten besitzen und bei Anlegen des Vakuums durch Eindrücken des Werkstücks in das Vlies für zusätzlichen Widerstand gegen Verschiebung und Rotation sorgen.
Rotation
 Hier wird die Berechnung schwierig. Interessanterweise wird weniger Kraft benötigt, ein Werkstück von seiner Position wegzudrehen, als es parallel zu verschieben. Das kann man sich aber zum Glück recht leicht klarmachen:
Hier wird die Berechnung schwierig. Interessanterweise wird weniger Kraft benötigt, ein Werkstück von seiner Position wegzudrehen, als es parallel zu verschieben. Das kann man sich aber zum Glück recht leicht klarmachen:
Wenn Sie z.B. Ihr Mobiltelefon auf dem Tisch um seinen Mittelpunkt herum drehen (etwa durch Berührung der rechten oberen Kante mit dem Zeigefinger), müssen nicht alle denkbaren Punkte auf dem Smartphone denselben Weg zurücklegen. Punkte, die sich näher am Drehpunkt befinden, legen eine geringere Distanz für den selben überstrichenen Winkel zurück als solche, die weiter in Richtung Kante des Smartphones liegen. Für eine Paralellverschiebung hingegen muss jeder Punkt einen gleich großen Weg zurücklegen, für den ein entsprechender Energieeinsatz erforderlich ist.
Für das Spannen auf dem Vakuumtisch sind lange, schmale Werkstücke besonders anspruchsvoll. Sie bieten mit ihren langen Kanten einen großen Hebel und bieten zudem keine große Oberfläche, die der Unterdruck zum Niederhalten nutzen kann. Daher lassen sie sich leicht versehentlich verdrehen.
Am einfachsten zu bearbeiten sind daher runde oder quadratische Werkstücke, zumal wenn sie nahe an ihrem geometrischen Mittelpunkt gefräst werden.
Welche Vakuumpumpe wird nun also benötigt?
Ok, fassen wir zusammen:
Es ist immer eine Kombination aus Werkstückmaterial (leicht/ schwer zu bearbeiten, niedrige/hohe Reibungskoeffizienten), -Größe (je mehr Oberfläche, desto einfacher sind hohe Klemmkräfte realisierbar), Bedürfnissen durch die Bearbeitung wie Durchfräsungen (Toleranz gegenüber Leckageströmen), Vakuumtischgröße- und Typ sowie Bearbeitungsparametern, die die Auswahl der Vakuumpumpe bestimmt.
Daher sollten ein paar Erfahrungswerte vorliegen und klare Wünsche formuliert werden können: Wie groß sind die Werkstücke typischerweise? Werden oft Teile aus Plattenmaterial ausgeschnitten? Welche Materialien sollen verarbeitet werden? Werden Kühlschmierstoffe benötigt? Muss mit aggressiven Parametern vorgegangen werden, um Fertigungszeiten niedrig zu halten?
Ein paar Vorschläge meinerseits:
- Aluminium, kleine Werkstückgröße, keine Durchfräsungen: Kleinvolumige Kolben- oder Drehschieberpumpe mit einem Lochrastertisch
- Holz und MDF, große Werkstücke, Nesting und eine Menge Durchfräsungen: Radialgebläse oder einstufiger Seitenkanalverdichter, Vakuumtisch mit poröser Oberfläche oder Rastervakuumtisch mit Vakuumvlies
- Hochdrucklaminate, kleine Werkstücke, viele Durchfräsungen: Drehschieberpumpe mit großem Volumenstrom oder mehrstufige Seitenkanalgebläse sowie ein Lochrastervakuumtisch. Zudem Verwendung von an das Werkstück angepassten, speziellen Frässtrategien im CAM: späte Durchfräsungen in Kombination mit geringerer Tiefenzustellung.
Meine Wahl
Da ich auf meiner Maschine Platten mit 60x60cm Größe in einem Rutsch bearbeiten möchte, habe ich mich für einen recht großen Lochrastervakuumtisch (730 x 655 mm) mit 0.5mm Durchgangsbohrungen in einem 10mm Raster entschieden. Da ich noch immer eine Menge verschiedener Materialien auf meiner Maschine ausprobiere und hauptsächlich Prototypen anfertige, sehen meine Werkstücke selten ähnlich aus und haben sehr unterschiedliche Abmessungen (kleinstes Werkstück bis dato: 14x26mm). Daher musste ich in den sauren Apfel beißen und einen Haufen Geld in eine großzügig dimensionierte, trockenlaufende Drehschieberpumpe investieren, die für kleine Werkstücke einen hohen Unterdruck zur Verfügung stellt und dennoch eine Menge nicht abgedeckter Sauglöcher toleriert, ohne in die Knie zu gehen.
Die Pumpe stellt einen Volumenstrom von 40m³/h zur Verfügung und kann maximal 880mBar unter Umgebungsluftdruck gefahren werden. Sie wiegt in etwa 40kg und wird von einem 3-Phasen Asynchronmaschine mit einer Nennleistung von 1.3kW angetrieben.
Durch einen Umbau läuft meine Pumpe auf nur einer Phase. Ich habe zudem einen Motorschutzschalter hinzugefügt, um die Maschine vor Überlast zu schützen.

Ist die Pumpe laut?
Na ja, 68dB(A) aus einem Meter Abstand sind nicht so richtig leise. Das Geräusch erinnert mich an das Außengerät einer Klimaanlage, die bei voller Last läuft. Ist die Fräsmaschine allerdings in Betrieb, so geht das Geräusch der Pumpe in den Fräsgeräuschen praktisch unter.
Aber überzeugen Sie sich selbst; ich habe ein kleines Video vom Betrieb der Pumpe erstellt:
Drehschiebervakuumpumpe: Inbetriebnahme



