Spindel-Upgrade
Projekt-Steckbrief
- Schwierigkeit: Experte 5/5
- Kosten: ~2700€
- Zeitaufwand: ~20h
CNC Spindel-Upgrade
Entgegen meiner Aussage hier habe ich mich entschieden, eine Hochfrequenz-Spindel zu kaufen. Ich musste eine Menge lesen, planen, bauen und testen bevor ich mit der neuen Spindel endlich “Späne machen” konnte.
Gründe für die Investition
Es gibt starke und schwache Argumente für solch ein Upgrade. Kurz gesagt waren meine Argumente eher schwach, also hätte ich bei meinem bewährten Oberfräsmotor (Universalmaschine) bleiben können, deren Möglichkeiten und Grenzen nach einem Jahr im Einsatz klar auf der Hand lagen. Letztendlich war es mehr eine emotionale als eine faktenbasierte Entscheidung.
Starke Argumente 🥰
- Mehr Leistung: Dieses Problem sollte nun nicht erneut auftreten, denn die Spindel kann jetzt deutlich höhere Zustellungen und Geschwindigkeiten fahren. Daher reduziert sich die Herstellungszeit, vor allem bei Aufträgen, bei denen viel Material abgetragen werden muss.
- Mehr Drehmoment bei niedrigen Drehzahlen: Mein Fräsmotor konnte bei Einsatz eines Planfräsers die Drehzahl kaum halten, zudem überhitzte er sehr schnell weil sein Lüfterrad nicht genügend Luftdurchfluss ermöglichte. Durch die Fremdkühlung ist das Problem jetzt behoben.
- Vibrationen: Ich hoffe, dass mein Vibrationsproblem durch die gesteigerte Steifigkeit der Spindelmontage nun gelöst ist; das wird sich aber erst noch zeigen müssen.
- Höhere Präzision durch bessere Maschinenlager und höhere Stabilität der Halterung
Schwache Argumente 🤔
- Die Spindel ist deutlich leiser als mein vorheriger Fräsmotor.
- Ich finde Drehstrom-Asynchronmotoren und ihr Betrieb über Frequenzumrichter (FU) super spannend.
- Ich mag das schicke Aussehen der Spindel.
- Ich habe mich über ein halbes Jahr lang mit den Leuten bei Spinogy unterhalten und verschiedene Lösungen diskutiert. Ich wollte sie am Ende nicht ohne Kauf zurücklassen.
- Der Frequenzumrichter hat zusätzliche interne Sicherheitsmechanismen, die bei Auftreten eines Fehlers Beschädigung von Maschine bzw. Werkstück verhindern können
Gegenargumente 🤨
- Schlechte Kosten-Nutzen-Bilanz: Die Maschine ist etwas vielseitiger und schneller geworden, die Kosten aber sind deutlich gestiegen
- Aufwärmzeit der Spindel sind nun
30 Minuten, eine echt lange Zeit wenn man die Maschine nicht im täglichen Einsatz hat - Langwierige Einarbeitung in das Fachgebiet wird benötigt. Über 400 Seiten Frequenzumrichter- und Spindel-Handbücher waren zu lesen, Schaltpläne zu zeichnen und ein Schaltschrank aufzubauen.
- Die Portalkonstruktion meiner CNC ist für leichte bis mittelschwere Zerspanungstätigkeiten gedacht. Wenn ich die Leistung der Spindel vollständig ausnutzen möchte, würde es die Maschine überlasten, insbesondere ihren Schwachpunkt, die Z-Achse.
- Die Spindel wiegt das Dreifache verglichen mit dem Fräsmotor, den ich vorher im Einsatz hatte.
- Die komplexere Ansteuerung per Frequenzumrichter fügt eine Menge potentieller Fehlerquellen hinzu.
Zusammenfassend kann ich sagen, dass die Spindel durch ihre hohe Leistungsfähigkeit nicht so richtig zum Rest des Systems passt und ihre Vorteile dadurch nicht zur Gänze ausspielen kann. Ich hoffe, dass ich die Kaufentscheidung nicht bald bereuen werde.
Automatischer Werkzeugwechsel?
Hätte ich einen gut laufenden Fachbetrieb, z.B. zur Herstellung von Produkten aus Holz, dann wäre ein Werkzeugwechsler sicher eine gute Investition.
Für die Prototypenherstellung hingegen trifft meine Hypothese hier noch immer zu. Ich benötige eine Menge verschiedener Fräser, da ich mit verschiedenen Materialien, Durchmessern und Typen experimentiere. Allein die Kosten für genügend Steilkegel-Werkzeughalter allein würden die der Spindel bereits übersteigen.
Stattdessen habe ich mir eine weitere Spindelmutter besorgt. Somit kann ich die Spannzangen meist in den Muttern belassen, was ein paar weitere Sekunden pro Wechselvorgang einspart.
Kosten 💶
Ich habe noch einige andere Entscheidungen getroffen um meinen nur gelegentlichen Betrieb der Maschine als Nebenerwerb zu berücksichtigen sowie die Kosten gering zu halten. Bei meiner Spindelkonfiguration habe ich die Option mit reduzierter Leistung gewählt und die Spezifikationen der Lager nicht erhöht (obwohl ich für kleine Fräser schon die 50.000U/min gebrauchen könnte), so dass die Maschine auf 30kU/min begrenzt ist. Ich habe Luftkühlung der wassergekühlten Variante vorgezogen und nicht in ein System zur kontinuierlichen Temperaturüberwachung investiert.
Dennoch betragen die Gesamtkosten des Systems mehr als das Doppelte der Spindelkosten. Obwohl der FU nicht allzu teuer ist, summieren sich abgeschirmte Motorkabel, Steckverbinder, Drehmomentschlüssel, Netzfilter, Spannzangen/Muttern, der Schaltkasten und viele zusätzliche Kleinteile ganz schön auf.
Informationsphase
Um die neue Spindel zum Laufen zu bringen, musste ich ein komplettes Subsystem planen, bauen und konfigurieren das Spindelantrieb, Kühlung und Hilfsstromversorgung umfasst. Aufgrund der Komplexität des Projekts habe ich meine Arbeit in verschiedenen, aufeinander aufbauenden Phasen durchgeführt. Ich begann mit der Informationsphase, in der ich mir einige Fragen beantworten musste, die ich im Folgenden erläutere.
Antrieb mit variabler Frequenz
 Wie ich in diesem Artikel bereits schrieb, wird ein Frequenzumrichter zur Steuerung der Drehzahl einer HF-Spindel verwendet. Der Motor heißt so, weil er weit oberhalb der Netzfrequenz (in meinem Kontinent 50 Hz) arbeitet, um höhere Drehzahlen zu erreichen wie sie für meine Anwendungen oft erforderlich sind.
Wie ich in diesem Artikel bereits schrieb, wird ein Frequenzumrichter zur Steuerung der Drehzahl einer HF-Spindel verwendet. Der Motor heißt so, weil er weit oberhalb der Netzfrequenz (in meinem Kontinent 50 Hz) arbeitet, um höhere Drehzahlen zu erreichen wie sie für meine Anwendungen oft erforderlich sind.
Um einige Fragen in der Tiefe beantworten zu können, telefonierte ich mit einem Experten von Omron (Hersteller von Frequenzumrichtern), Herrn Wagner.
U/f-Kennlinie” oder “sensorlose Vektorregelung”?
- Wird die U/f-Kennlinie gewählt, reduziert der Frequenzumrichter die Spannung zusammen mit der Frequenz, solange der Motor unterhalb seiner Eckfrequenz arbeitet (die bei meiner Maschine 400 Hz beträgt). Das liegt daran, dass die Induktivität der Ständerwicklung mit niedrigerer Frequenz abnimmt. Das wiederum erhöht den Stromfluss durch den Stator, und damit steigen auch Drehmoment und Verlustleistung. Durch die Anwendung der U/f-Kennlinie wird der Strom und damit das Drehmoment letztlich konstant gehalten. Bei sehr langsamen Drehzahlen nimmt die Induktivität im Vergleich zum Statorwiderstand jedoch so sehr ab, dass das Drehmoment überproportional abfällt. Daher ist diese Option für den Betrieb im unteren Drehzahlbereich eine schlechte Wahl. An oder oberhalb der Eckfrequenz des Motors hingegen bleibt die Spannung stabil und nur die Frequenz wird erhöht, was das Drehmoment verringert.
- Bei der “sensorlosen Vektorregelung” verwendet der FU ein mathematisches Modell des Motors den er antreibt. So können optimale Schaltzeiten für die Treiber erreicht werden und damit kann unabhängig von der Motordrehzahl immer das Nenndrehmoment (oder sogar mehr) zur Verfügung gestellt werden. Dies ist besonders nützlich für Anwendungen, die einen Schweranlauf erfordern wie z. B. Aufzüge usw. Das Modell des Motors wird zumeist über eine automatische Kalibrierroutine ermittelt, wobei die Antriebsmaschine mit dem FU verbunden sein muss.
Hier ist ein Link zu einem youtube-Video, in dem die beiden Optionen bei niedrigen Drehzahlen verglichen werden. Ein weiteres Video zeigt, wie der FU bei großer Last sogar mehr als das Nenndrehmoment des Motors zur Verfügung stellen kann.
Da die meisten der von mir verwendeten Schaftfräser eine Drehzahl von 15000 U/min oder mehr erfordern, werde ich die Nachteile der U/f-Kennlinie wahrscheinlich nicht spüren. Außerdem ist bei meinem FU die Option “sensorlose Vektorregelung” nur bis 400 Hz verfügbar, so dass ich nur 80 % des Drehzahlbereichs der Spindel nutzen könnte. Daher entscheide ich mich für die U/f-Kennlinie.
Auslauf, Bremswiderstand oder Energierückgewinnungssystem?
Zum Abbremsen des Motors kann der Frequenzumrichter mit verschiedenen Optionen konfiguriert werden. Wenn der Motor per Standardeinstellung im Freilauf ausläuft, kann es lange dauern, bis die Spindel bei voller Drehzahl zum Stillstand kommt.
Wenn ein Bremswiderstand konfiguriert wird wie ich es bei meiner Anwendung mache, benötigt das Abbremsen nur zwei Sekunden. Ich habe außerdem eine Gleichstrombremse konfiguriert, sodass die Welle vollständig zum Stillstand gebracht wird.
Für leistungsstärkere Maschinen oder Anwendungen, bei denen große Massen bewegt werden, kann ein Energierückgewinnungssystem sinnvoll sein. Es wird an den Zwischenkreis des FU angeschlossen und ist in der Lage, die durch die überschüssige Bewegungsenergie des Motors erzeugte Leistung ins Netz zurückzuspeisen. Um diese Funktion zu nutzen, ist ein zusätzliches Gerät erforderlich und die Kompatibilität des FU-Zwischenkreises mit diesem Einspeisewandler muss sichergestellt werden. Die hohen Systemkosten zahlen sich nur aus, wenn große Energiemengen zurückgewonnen werden können.
Welche Modulationsfrequenz bzw. Taktfrequenz sollte ich verwenden?
Die Takt-/Modulations-/Trägerfrequenz ist die Häufigkeit, mit der die Leistungstransistoren im FU schalten, um eine sinusähnliche Ausgangsspannung für den Motor zu liefern. Bei meinem FU kann sie in einem Bereich von 2-15kHz konfiguriert werden.
Um eine optimale Frequenz zu wählen, muss ein Gleichgewicht zwischen mehreren Faktoren gefunden werden:
- Die Schaltverluste der Transistoren steigen bei höheren Frequenzen.
- Die Durchlassverluste von Transistoren nehmen bei niedrigeren Frequenzen zu.
- Das menschliche Ohr ist besonders empfindlich im Bereich von
2-5kHz. - Resonanzfrequenzen des Motorsystems sollten vermieden werden.
- Elektromagnetische Störaussendungen nehmen bei höheren Frequenzen zu.
Wenn der Motorhersteller eine Empfehlung für die Modulationsfrequenz abgibt, sollten diese natürlich befolgt werden. Ich habe mit verschiedenen Werten herumgespielt und mich für 5kHz als guten Kompromiss zwischen den oben genannten Faktoren entschieden. Ich hatte auch den Eindruck, dass dieser Wert bei meiner Maschine besser klang als 6 oder 4 kHz.
Kann ich die Luftkühlung in Abhängigkeit von der Spindeltemperatur steuern?
Ja, das ist möglich. Alles, was dafür benötigt wird ist ein kontinuierlicher (nicht schaltender) Temperatursensor, z. B. ein PT100 oder ein anderes Thermoelement, ein Messwertgeber und ein freier Analogeingang am Frequenzumrichter. Dieser wird so konfiguriert, dass er über eine Fensterfunktion einen der freien digitalen Ausgänge ansteuert, der wiederum ein Relais schaltet, an das der Lüfter angeschlossen werden muss.
Meine Spindel ist leider mit einem schaltenden Thermistor ausgestattet, der über einen Temperaturalarm-Eingang mit dem FU verbunden ist. So kann er das System bei Überhitzung abschalten. Er ist aber nicht für eine kontinuierliche Temperaturüberwachung/-steuerung des Lüfters geeignet.
Reicht eine Spannung von 18 V aus, um an einem 24 V-Digitaleingang “High”-Signalpegel zu erkennen?
Ja, bei meinem FU konnte ich eine niedrigere Spannung als die angestrebten 24 V an einen Logikeingang anlegen und trotzdem wurde der Pegel HIGH erkannt.
Kann ich den logischen Masseanschluss des FU ohne Probleme an die Masse meiner Gleichstromversorgung anschließen?
Ja. Muss man sogar. Der ‘Run’-Ausgang meiner CNC ist potenzialfrei. So musste ich die positive Steuerspannung des FU auf den Kontakt legen und dessen Ausgang mit dem ‘Run’-Eingang des FU verbinden. Der Stromkreis ist aber nur dann geschlossen, wenn im FU-Schaltschrank Logik-Masse und DC-Masse verbunden werden. Auch die analoge Ausgangsspannung meiner CNC zur Steuerung der Spindeldrehzahl muss dieselbe Erdungsreferenz wie der FU verwenden, also ist sie ebenfalls mit der logischen Masse des FU verbunden. Der Schaltplan zeigt diesen Sachverhalt an der Masseverbindung von T1
Was muss ich hinsichtlich der elektromagnetischen Verträglichkeit beachten?
- Netzfilter zwischen Netzschalter und FU verwenden (Das ist in Deutschland sogar Vorschrift).
- Abgeschirmte Kabel für den angeschlossenen Motor verwenden.
- Die Motoranschlussleitung so kurz wie möglich halten.
- Müssen doch lange Leitungen verwenden (>10m), HF-Rauschfilter bzw. Drossel einbauen.
- Abschirmung zusammen mit den Schutzerdungsleitungen des Motors an die Schutzerdungsplatte des FU anschließen.
- Sicherstellen, dass die Abschirmung einen leitenden Kontakt zu den Kabelsteckern herstellt.
- Durchgangsprüfung nach DIN VDE 0701-0702 durchführen.
- Vergewissern, dass der Schaltkasten über eine zentrale Schutzerdungsklemme verfügt, an die jedes Gerät innerhalb des Schaltkastens angeschlossen wird.
- Vergewissern, dass die Schutzerde der Netzversorgung ebenfalls an diese Klemme angeschlossen ist.
- Bei der Verkabelung des Schaltkastens die Motorzuleitung so weit wie möglich von den Signalleitungen entfernt verlegen.
- Zur Reduktion elektromagnetischer Störabstrahlung sind Schaltkastengehäuse aus Metall solchen aus Kunststoff vorzuziehen. Zumindest ist eine metallische Trägerplatte zu verwenden, auf der alle Komponenten montiert werden.
Spindel
Um die passende Spindel für Ihre Maschine und Anwendung auszuwählen, gibt es - unabhängig vom Motortyp - einige Punkte zu beachten.
Leistung
Die Spindelleistung ist vielleicht weniger wichtig als gedacht. Hier mache ich ein paar Beispiele zur Orientierung.
<=400WHF-Spindel oder<=800WOberfräsenmotor: Für eine Hobby-Maschine, die nicht unbedingt mit hohen Vorschüben betrieben werden kann. Bei schwerer zu schneidenden Materialien wie Aluminium oder HPL reicht eine geringe oder mittlere Schnitttiefe pro Durchgang aus. Der Maschinenrahmen wiegt weniger als 60 kg und ist für sein Gewicht relativ groß, z.B. bei einer Arbeitsfläche von>0,5 m².<=700WHF-Spindel oder<=1200WOberfräsenmotor: Die Maschine wiegt mehr oder ist steifer als die oben genannte Option. Häufig werden Fräser mit einem Durchmesser um die 6mm verwendet oder es muss viel mit Planfräsern gearbeitet werden. Die Z-Achse der Maschine ist kräftig ausgelegt und man hat das Gefühl, dass die Maschine bei3000mm/min,Z+6mmund einem 6mm Fräser locker mit Hartholz zurechtkommt.1,1kW/1,5kWHF-Spindel: Eine kompakte, schwerere Maschine (ca. 500x500mm Verfahrweg bei 100kg Gewicht), die Aluminium oder Holz mit höheren Vorschubgeschwindigkeiten schneiden soll. Bei der Bearbeitung von Holz verwenden Sie häufig Schruppfräser, um Zeit zu sparen. Die Maschine kann höhere Beschleunigungen und schnelle Bewegungen bewältigen (z.B.1000mm/s²und300mm/s).>=2,2kW: Sie haben den Hobbybereich verlassen - wahrscheinlich für immer - sowohl mit Ihrer Maschine als auch mit dem Auftragsbestand, der sich auf Ihrem Schreibtisch angesammelt hat. Sie haben eine Werkstatt, eine professionelle Staubabsaugung und eine schwerere Maschine, der Sie zutrauen, den ganzen Tag lang ohne intensive Überwachung zu laufen. Vielleicht betrachten Sie diesen Blog als “nicht anspruchsvoll genug” und machen sich auf zu neuen Ufern, wo man Ihnen als Profi wirklich helfen kann.
Gewicht
Das Gewicht hängt von der Leistung ab. Ein 800-Watt-Motor für eine Oberfräse kann einschließlich Halterung unter 2 kg wiegen, während eine 2,2-kW-HF-Spindel mit automatischem Werkzeugwechsel ohne Werkzeughalter 6,5 kg oder mehr auf die Waage bringt. Auch Halterung und Leitungen werden tendenziell größer.
Ein hohes Spindelgewicht kann sich vor allem bei leichten Maschinen negativ auswirken. Im Extremfall kann sich die Z-Achse nach unten bewegen, wenn die Schrittmotortreiber inaktiv sind. Die Maschinenbeschleunigung, insbesondere an der Portalbewegungsachse, muss möglicherweise reduziert werden, damit keine Schritte verloren gehen. Es ist zu bedenken, dass schwerere Spindeln in der Regel voluminöser sind, so dass sich die Schnittkräfte aufgrund einer größeren Hebelwirkung ungünstig auf die Z-Achse auswirken können.

2-polige oder 4-polige Ausführung?
Wird insbesondere bei niedrigen Drehzahlen ein hohes Drehmoment benötigt, sollten Sie sich für eine 4-polige Ausführung entscheiden. Dann wird allerdings die doppelte Frequenz benötigt, um die gleiche Drehzahl wie bei einem 2-poligen Motor zu erreichen. Wird die Maschine häufig mit hohen Drehzahlen betrieben, sollte stattdessen eine 2-polige Spindel Anwendung finden.
Wasser- oder luftgekühlt?
Auch dies ist eher eine Frage der Kosten und der Professionalität als alles andere. Natürlich funktioniert die Selbstkühlung durch einen auf der Welle fest montierten Lüfter gut. Eine Fremdkühlung per Lüfter ist etwas teurer, aber auch leiser. Ihr Hauptvorteil besteht darin, dass die Spindel unabhängig von ihrer Drehzahl nicht zu warm wird.
Eine Wasserkühlung führt die Wärme nochmal deutlich effizienter aus dem Motor ab, und die hohe Wärmekapazität des Wassers führt zu homogenen Temperaturen in der gesamten Spindel. Sie dämpft die Vibrationen und ist die leiseste Kühlungslösung von allen. Andererseits ist das System viel teurer, komplexer, benötigt mehr Platz für Pumpe, Kühler und Ausgleichsbehälter usw. und muss öfter gewartet werden.
Die Planungsphase
Nachdem die Handbücher aller bestellten Teile überflogen waren, konnte ich einen schematischen Schaltplan für das Spindel-Subsystem zeichnen.
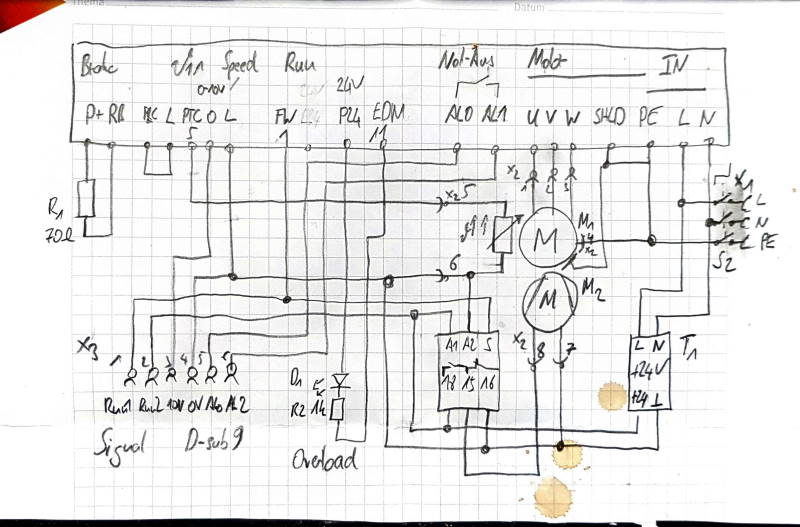
Oben ist der Frequenzumrichter mit seinen Klemmen zu sehen. X1 ist der Netzstromeingang mit dem Trennschalter S2. X2 verbindet die Spindel mit dem FU und X3 ist der Signalanschluss für die CNC. Rechts unten befindet sich die Gleichstromversorgung T1, die die Luftkühlung versorgt und die logische Spannungsschiene bereitstellt. Die Temperatur des Spindelmotors M1 wird durch den Thermistor R3 überwacht (hier habe ich vergessen, die Beschriftung hinzuzufügen). Der Spindelkühlmotor M2 wird durch ein Zeitrelais gesteuert, das wiederum durch das “RUN”-Signal gesteuert wird. Ein digitaler Mehrzweckausgang ist mit einer roten LED D1 verbunden, die so konfiguriert ist, dass sie aufleuchtet, wenn eine Überlastwarnung vorliegt.
Der Schaltplan ist ziemlich einfach gehalten. Deshalb habe ich keine Zeit in saubere Zeichnungen investiert. Um es noch authentischer aussehen zu lassen, habe ich etwas ☕ auf das Papier verschüttet.
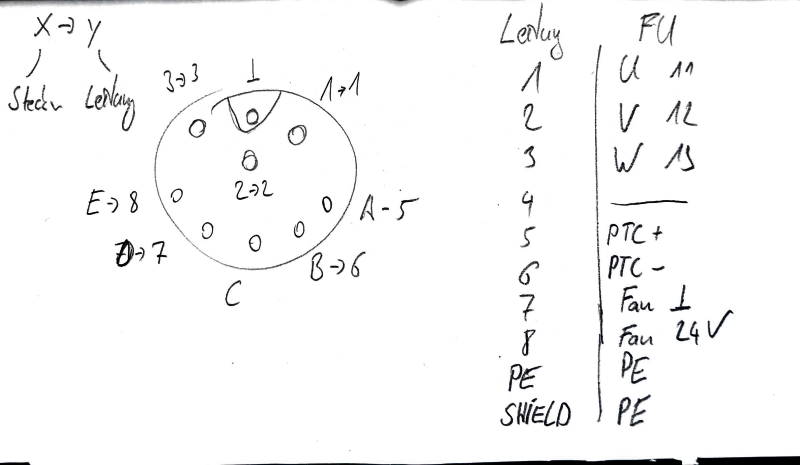
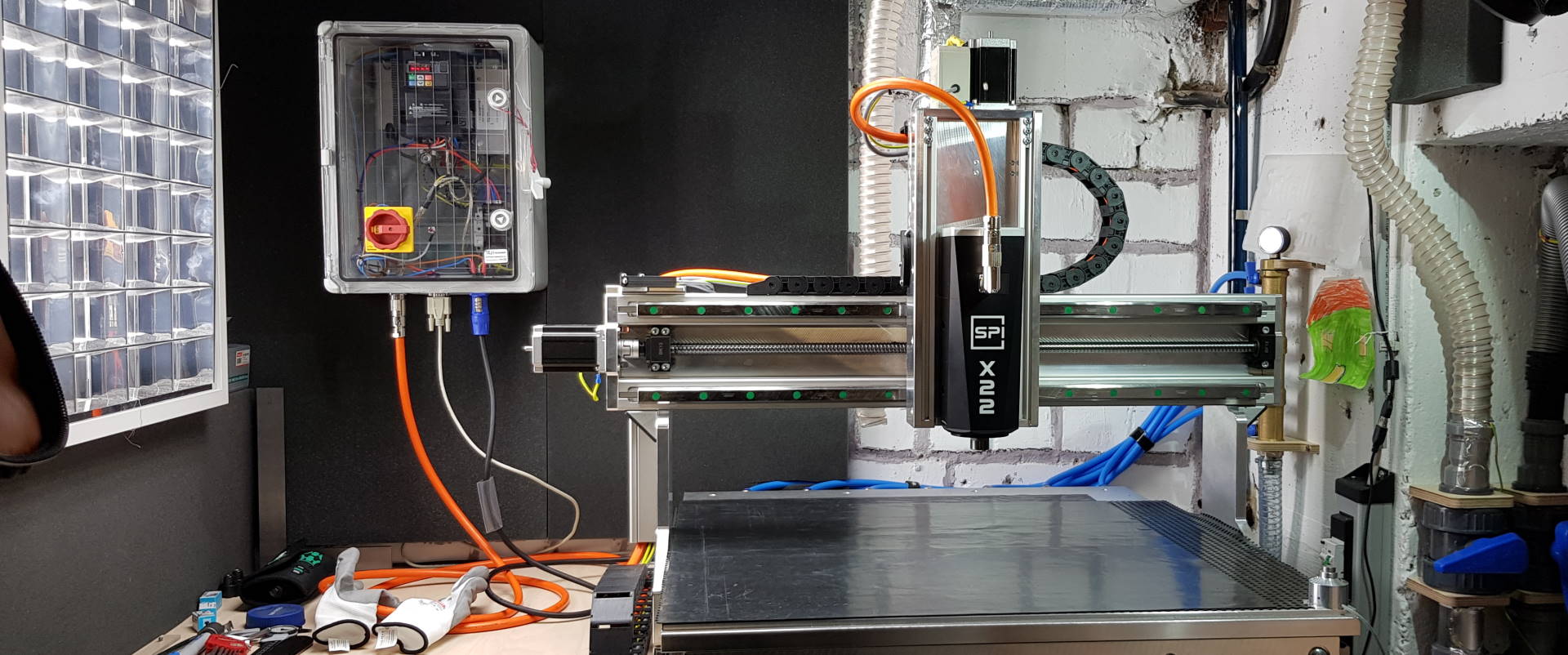
Dies ist die Pinbelegung des Spindelsteckers X2 und des entsprechenden Anschlusses am FU. Sie war mehrmals nützlich, als ich dem abgeschirmten Motorkabel (orangefarben, siehe Bannerbild oben) Steckverbinder hinzufügte sowie während der Geräteprüfung.
Ich notiere mir stets das erforderliche Anzugsdrehmoment für jede Schraube, einschließlich der für die Klemmen, und lege die benötigten Werkzeuge vor Baubeginn bereit.
Die Bauphase
Schaltschrankbau für den Umrichter der Spindel
Inbetriebnahme
Vor Inbetriebnahme war der Testplan abzuarbeiten. Danach war der Spindel-Fettverteilungslauf gemäß Anweisungen des Herstellers zu starten.
Schließlich kalibrierte ich den Analogausgang “0-10V” in der CNC-Software, um die Frequenz des Frequenzumrichters mit der Drehzahl der Spindel abzugleichen. Beispiel: S10000 sollte 3,33V am Ausgang erzeugen und den FU mit einer Frequenz von etwa 175Hz laufen lassen, um den Schlupf zu berücksichtigen.
Um zu sehen, dass das System wie vorgesehen funktioniert, habe ich ein paar Testläufe gemacht: 8mm PMMA, Vollnut, einmaliger Durchlauf in Z+=8mm, 4mm Einschneider (poliert) Hartmetallfräser bei S=26kUPM und F=3000mm/min.

Die Analysephase
Diese Phase wird später folgen, vielleicht ein Jahr nach der Arbeit mit der neuen Spindel. Ich werde mir Folgendes ansehen:
- Hat sich die Investition gelohnt (etwa 8x teurer als ein Oberfräsenmotor)?
- Habe ich die zusätzlichen Möglichkeiten (höhere Leistung und mehr Drehzahl) genutzt?
- Erzielt sie spürbar bessere Ergebnisse?
- Ist sie zuverlässiger und wartungsärmer als mein bisheriger Motor?
Aber was ich schon jetzt sagen kann: Ich habe viel gelernt. Es hat Spaß gemacht, das System zu entwerfen, zu verkabeln und einzurichten. Und es war aufregend zu sehen, dass es tatsächlich so funktioniert, wie ich es mir vorgestellt habe 🙂.