CNC router overload
What I wanted to do
I had a request to cut and engrave high pressure laminates. These are a lasagna of compressed paper and phenolic resin, coated in a thin layer of (colored) melamine resin. HPL is really so durable that it’s even taken for facade planking. It is dishwasher safe and some variants can be heated to 200°C without taking any damage. You can find HPL as boards on playgrounds, garden tables, as panels in the tram etc. So I was like “cool stuff, let’s get started!”
Cutting data in High Pressure Laminates (HPL, “Resopal”)
 I used the cutting data recommended by a couple of websites with values for “hard wood”.
2-flute upcut wood carbide endmill, speed of cut
I used the cutting data recommended by a couple of websites with values for “hard wood”.
2-flute upcut wood carbide endmill, speed of cut 450m/min, 6mm, Z+ 6,5mm, S24000rpm, F3500mm/min, full slot, climb milling.
Cutting results
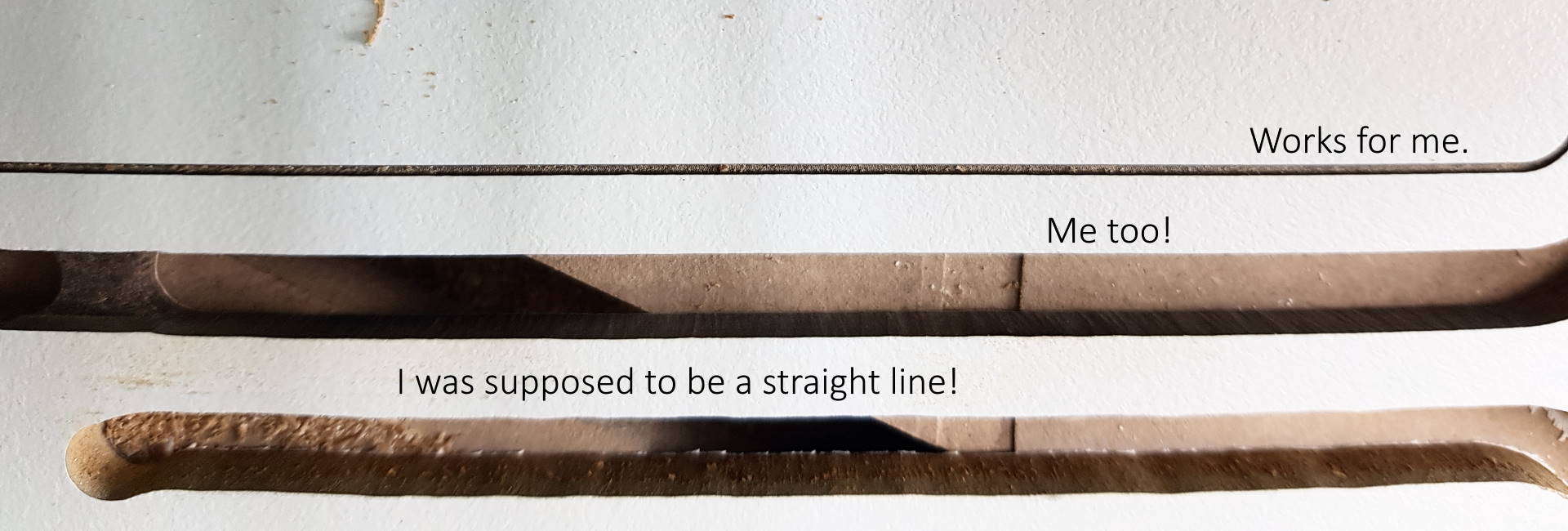
And I was alarmed by the way the cut looked when I was done. Here are the symptoms:
- While cutting, spindle RPM would drop repeatedly but catch up to desired speed again quickly.
- high chipload on the bit, big chips, looking all fine
- endmill didn’t follow a straight line: it somehow “wobbled”.
- when cutting taps to keep the material in place, the cutter would move sideways a bit although it shouldn’t
Searching the culprit
First, I checked the spindle. No overheating, still tightly clamped to the portal milling machine, no bearing clearance, endmill securely fastened. Then I thought “Maybe something is wrong with the portal? Can I bend it?” No, I couldn’t. Then I looked at the endmill.
 It didn’t look good at all. The cutting edges were practically gone where they had touched the material. Strange. It was brand-new when I started the job and it didn’t even run for 20 minutes.
It didn’t look good at all. The cutting edges were practically gone where they had touched the material. Strange. It was brand-new when I started the job and it didn’t even run for 20 minutes.
Analysis results
- I used much too aggressive cutting data
- Because of that, the router motor was operated way outside its capabilities
- This caused sudden drops of the motor’s rotational speed
- This again led to increased chipload of my endmill
- As bearings and attachment of the router to the portal are “soft”, the cutter tried to evade from its cutting path
- This probably saved me from having a shattered endmill though
Improvements
Researching HPL parameters (again)
I did some more research on the internet. HPL is incredibly hard and tough. To compare some values (Brinell-hardness):
I have found some recommendations for cutting HPL like “Carbide endmills should have a cutting speed of up to 150m/min” and “Use diamond-hardened cutters or 1-flute ones that are optimized for Aluminium”.
Interim containment
 To correct things, I just did all cutouts again at finishing settings in CAM. With a fresh endmill and less aggressive feed rates of
To correct things, I just did all cutouts again at finishing settings in CAM. With a fresh endmill and less aggressive feed rates of F2500mm/min and an updated depth per pass of Z+1,5mm.
The result looks much better now.
Optimized cutting data
Still, let’s recalculate cutting data to take material differences to hard wood into account. I’ll choose a 4mm single flute (z=1) coated carbide cutter for aluminium and assume a cutting speed vc = 150m/min for HPL at a feedrate per tooth fTooth = 0,025 similar to cutting mild steel.
Target RPM: \(n=\frac{v_c}{\pi d}=\frac{150000\frac{mm}{min}}{\pi \cdot 4mm}=12000\frac{1}{min}\)
Target feedrate: \(F=n \cdot f_{Tooth} \cdot z = 12000\frac{1}{min} \cdot 0,025mm \cdot min \cdot 1= 300\frac{mm}{min}\)
I chose a 4mm endmill because my router motor torque diminishes over-proportionally when I reduce RPM. With larger endmills, this effect would probably lead to insufficient cutting power. If you have a spindle with an asynchronous machine, your torque curve is essentially flat so that shouldn’t be a problem of yours then.
The feedrate seems so slow - I hope that this wouldn’t heat up the material so much that it degrades (it won’t melt according to Wikipedia…)
For your reference: Here is the related thread in the forum that I am visiting regularly (all in German).
Further tests
 I have made some parts with the bespoke endmill and settings. I optimized the settings a little for reduced cycle time and ended up with the following values:
I have made some parts with the bespoke endmill and settings. I optimized the settings a little for reduced cycle time and ended up with the following values: ftooth = 0.04mm and vc = 130m/min. For the 4mm endmill, this resulted in
S = 10300RPMF = 410mm/minZ+ = 3mmvc = 1%
This endmill lived for about 1h. Not much still. Cutting with this kind of bit would never become economical. The HPL I am using has two material properties that will kill carbide cutters quickly. First, it is abrasive so the thin cutter edge is being beaten up. Second, the chips do not carry enough heat away from the cutter edge in time so that their sharpness deteriorates even more quickly.

Final solution
A more economic solution with 40 times (manufacturer statement) more lifetime might be to take a carbide bit with thick diamond blades (e.g. like this one). The downside is that it’s almost ten times as expensive. If I have to cut this material more often in the future, I might buy one and share my experience - in the meantime, I’ll rather have the cutters sharpened to save money.



