Edelstahl V2a bzw. AISI304 gravieren
Warum dieser Versuch?
Ich wurde gefragt, ob ich einen Hilfsanker für eine Segelyacht gravieren könne. Dieser Anker ist aus 10mm starkem Edelstahlblech gefertigt und passt mit Maßen von 389x630mm auf meine Maschine.
Ich habe noch nie mit dem Material gearbeitet und bin so neugierig, dass ich den Auftrag annehme.
Das Material
Der Anker besteht aus Edelstahl der Sorte AISI304. Andere Namen für diese Legierung sind 18/10, 18/8 bezogen auf ihren Chrom/Nickel-Gehalt oder V2A/A2 nach ihrer Entwicklung aus der Versuchsschmelze bzw. ihre Herstellung “Air hardened” und der Legierungsgruppe. Sie ist verhältnismäßig gut formbar und wird daher häufig in industriellen Anwendungen genutzt.

Dieser Edelstahl hat für die spanende Bearbeitung jedoch ein paar Nachteile: Seine Wärmeleitfähigkeit ist recht gering. Daher geht wenig Wärme ins Material, was den Fräser umso heißer werden lässt. Dazu ist das Material zäh. Der Span löst sich nicht gut vom Werkzeug, es entsteht leicht eine Aufbauschneide. Das erzeugt Unsauberkeiten in der Fräsbahn. Schiebt der Fräser Späne vor sich her, wird das Material nicht vollständig geschnitten und es neigt zur Gratbildung. Außerdem ist der Edelstahl kaltverfestigend: Reibt oder Steht der Fräser am Material, verändert der von ihm ausgehende Druck die Materialoberfläche. Sie wird härter als das Werkzeug selbst.
All diese Eigenschaften zusammengenommen sorgen für hohen Werkzeugverschleiß und großen Kühlbedarf. Die Schnittparameter müssen außerdem in einem engen Korridor gehalten werden.
Das Werkzeug
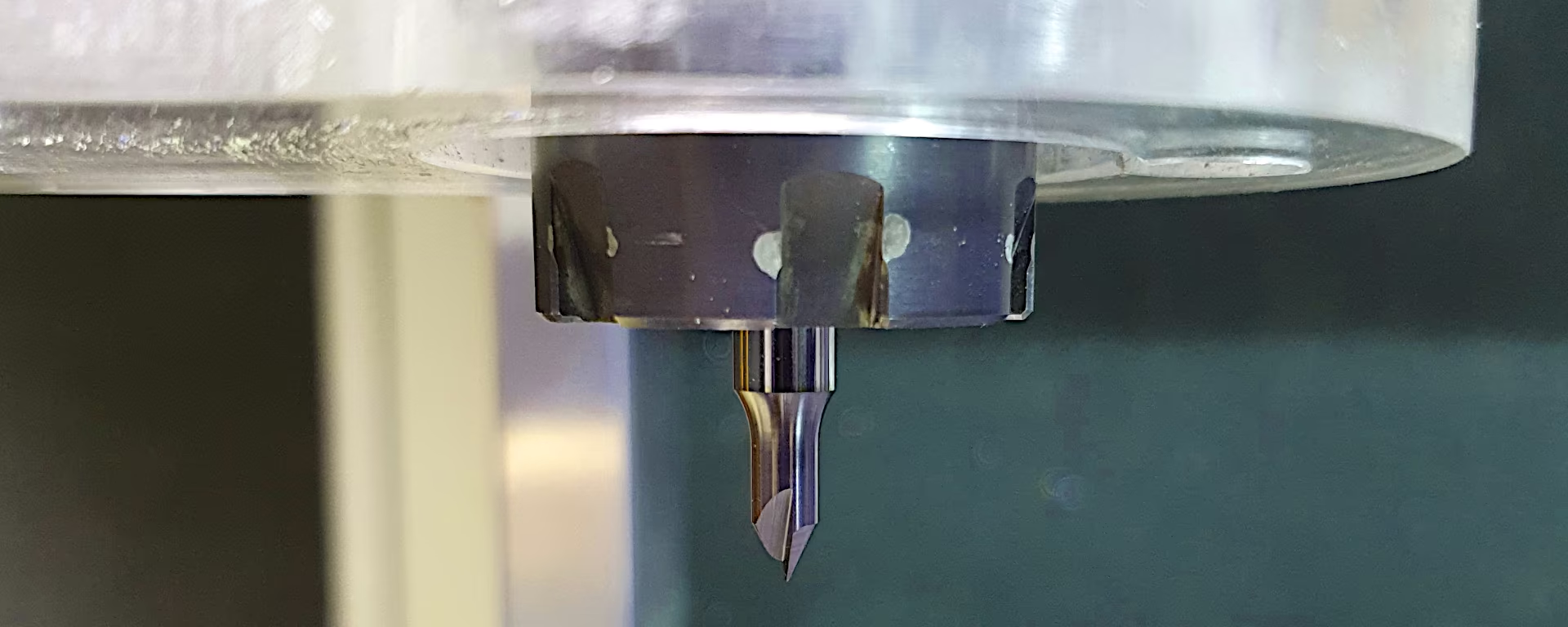
Ich wähle einen Gravierfräser von vhf speziell für die Bearbeitung von Edelstahl. Mit 6mm Schaftdurchmesser, jedoch nur 4mm Schneidendurchmesser, einer kurzen geraden Schneide, 60° Gravurwinkel und 0.4mm Spitzendurchmesser wirkt das Werkzeug gedrungen und stabil. Der Fräser ist mit einer AlTiN-Beschichtung versehen.
Ob die dünne Spitze den Fräskräften und der Wärmeentwicklung standhält?

Diskussion um Fräsparameter
Im Forum cnczone.nl frage ich nach Erfahrungswerten für Tiefenzustellung, Vorschub und Drehzahl für meinen Vollhartmetallfräser.
Die Internetrecherche1 liefert mir eine Ziel-Schnittgeschwindigkeit für AISI304 von etwa 60m/min und einen Zahnvorschub zwischen 0.02mm und 0.05mm.
Außerdem rufe ich den Fräserhersteller an und frage nach Empfehlungen für optimalen Einsatz auf einer weichen Maschine wie meiner. Der Hersteller sagt, ich müsse unbedingt kühlen. Idealerweise mit reichlich Emulsion auf dem Material. Seine Empfehlung lautet für den ersten Versuch und mit dem Fräser:
S15000 F600 Z-0.1 (vhf-Beratung)
Bei Gravuren seien häufige Richtungswechsel zu erwarten, und Ziel solle es sein, die Maschine möglichst gleichmäßig und mit kurzen Beschleunigungswegen zu führen. Das würde Rattermarken weitestgehend vermeiden.
Aus dem Forum erhalte ich Werte zwischen F240 und F800 bei maximaler Spindeldrehzahl.
Meine Erfahrungen bei der Verarbeitung von Stahl aus vorherigen Artikeln SECC fräsen und Stahl bearbeiten lasse ich einfließen und stelle einen Zahnvorschub von 0.04mm ein. Ich passe die Drehzahl der Schnittgeschwindigkeit von 60m/min an. Ich fahre gern zügig durch das Material, stelle in der Tiefe aber nur sehr vorsichtig zu. Dies ergibt für die vorliegende Schneidengeometrie folgende Werte:
S30000 F1200 Z-0.1 (Schallbert)
Damit liege ich mit Drehzahl und Vorschub genau beim Doppelten der Empfehlung von vhf. Ich wähle den Vorschub so zügig, damit ich weniger Reibungshitze am Fräser erzeuge und mehr Wärme in den Span geht. Die Tiefenzustellung halte ich gering, weil die auf die Konstruktion wirkenden Kräfte so niedriger sind. Davon verspreche ich mir eine höhere Gravurgenauigkeit und bessere Details.
Die Gesamttiefe der Gravur lege ich auf 0.2mm fest.
Einfluss der Maschinenkinematik
Wie oben beschrieben werden Drehzahl und Vorschub aufeinander eingestellt. Dabei ist es wichtig zu prüfen, ob der eingestellte Vorschub überhaupt erreicht werden kann. In Abhängigkeit von der Beschleunigungsfähigkeit der Maschine sowie Größe und Form der Gravur kann es nämlich sein, dass die Maschine durch die vielen Richtungswechsel im Schnitt mit viel geringerem Vorschub unterwegs ist.
Daher sind Drehzahl und Vorschub an die real erzielbaren Werte anzupassen. Diese können mit der Maschine im Simulationsmodus beobachtet werden. In meinem Falle ist die Maschinenbeschleunigung im Verhältnis zur Größe der Gravur so hoch, dass ich fast immer in Zielgeschwindigkeit operieren kann. Beispielrechnung gefällig?
Die Maschine benötigt folgende Zeitspanne, um vom Stillstand auf den eingestellten Vorschub von F1200 zu kommen:
Ich habe also nur sehr kurze Zeiten, in denen die Maschine mehr am Material reibt als schneidet.
Vorbereitung des Gravurvorganges
 Ich verarbeite nur ganz selten Metall. Ich habe also keine fertige Schneid- oder Kühlemulsion vorliegen. Als Ersatz nehme ich Ballistol-Spray und etwas Wasser zur Hand. Das Öl reibe ich in die Oberfläche ein. Hinzu füge ich für die Fläche von
Ich verarbeite nur ganz selten Metall. Ich habe also keine fertige Schneid- oder Kühlemulsion vorliegen. Als Ersatz nehme ich Ballistol-Spray und etwas Wasser zur Hand. Das Öl reibe ich in die Oberfläche ein. Hinzu füge ich für die Fläche von 10x15cm etwa ein Esslöffel Wasser.
Beides bildet zu meinem Erstaunen von selbst eine Emulsion.
Ich habe vor, den Anker per Vakuum zu spannen und bringe ihn mittels Passstiften auf dem Frästisch mittig in Position. Die Aussparungen für Griff und Stieleinsatz schließe ich mit beschichtetem Butterbrotpapier (Pro-Tipp! Günstig, super reißfest, umweltschonend, fast luftdicht, gut zu verarbeiten).
Nach Einschalten der Vakuumpumpe muss ich leider feststelen, dass der Anker auf einer Seite nicht ganz plan aufliegt. Ich bekomme statt -0.7bar nur knapp -0.4bar hin. Das ist für die bei der Gravur wirkenden, geringen Kräfte nicht dramatisch. Die Linienbreite allerdings wird so kaum konstant zu halten sein.
Meine Lösung ist nun, das Fräsmotiv herunter zu skalieren. Durch die geringere Größe wirken sich Unterschiede in der Linienbreite kaum noch aus.
Durchführung
Bevor ich die Gravur durchführe lasse ich die Maschine im Simulationsmodus laufen. Dabei entdecke ich noch zwei sehr langsame Eintauchvorgänge. Das CAM erstellt sie vermutlich wegen der von mir eingestellten Eintauchrampe, welche auf sehr kurzen Linienzügen erfolgt. Dies korrigiere ich mit manuell vorgegebenen Eintauchpunkten.
Nun lasse ich den Fräsjob durchlaufen. Die Emulsion bleibt trotz Spindelgebläse an Ort und Stelle. Die Geräuschentwicklung ist bei der ersten Tiefenzustellung weit geringer als bei der Zweiten - wird jedoch nie unangenehm. Vibrationen treten kaum auf. Der Fräsvorgang dauert auch bei dem aufwändigeren Logo kaum fünf Minuten.

Ergebnis
Ich bin hochzufrieden. So ein gutes Ergebnis hatte ich auf meiner Hobbymaschine auf Basis meiner Beobachtungen in den Foren nicht erwartet. Praktisch keine Rattermarken, saubere Fräskanäle und nur an den Stopp- und Austauchpunkten leichte Gratbildung. Das Material bleibt jedoch im Fräskanal und erzeugt keine fühlbaren Kanten. Auch im Detail ist das Fräsbild noch ziemlich ansehnlich.

Das folgende Video zeigt ein paar Details des Fräsvorganges. Meine letzte offene Frage: Ist das leicht raue Geräusch des Fräsers bei der zweiten Tiefenzustellung ein Hinweis auf größeren Werkzeugverschleiß durch Materialverfestigung?
Engraving Stainless Steel



