Mein Fräser ‘kreischt’
Einordnung
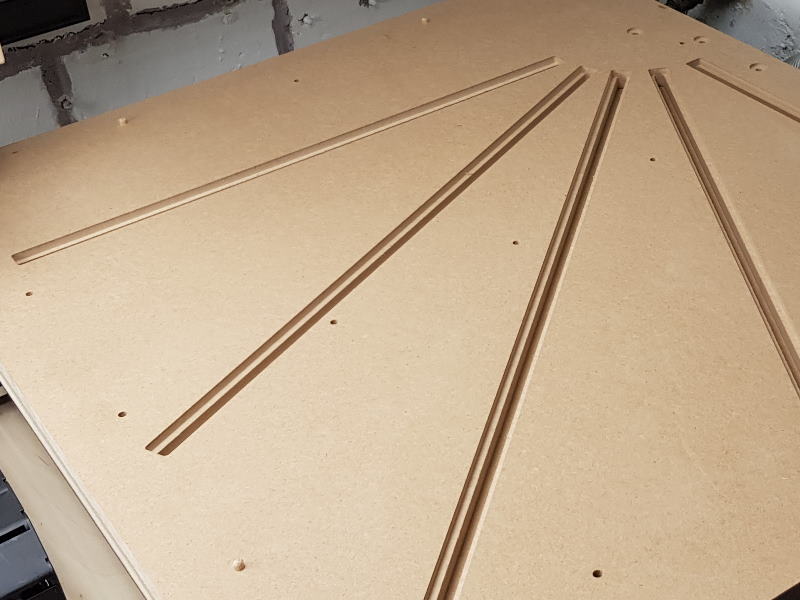
 Ich arbeite gerade an meinem allerersten CNC-Fräsprojekt: Eine “Opferplatte” mit Schraubmuffen und T-Nuten für die Niederhalter, welche einen Anschlag für Werkstücke und eine Aufnahme für den Werkzeuglängensensor besitzt.
Ich arbeite gerade an meinem allerersten CNC-Fräsprojekt: Eine “Opferplatte” mit Schraubmuffen und T-Nuten für die Niederhalter, welche einen Anschlag für Werkstücke und eine Aufnahme für den Werkzeuglängensensor besitzt.
Auf der Oberfräse habe ich bis jetzt nur gerade genutete HSS-Fräser mit großen Durchmessern verwendet. Für die CNC kaufte ich nun 6-mm-Vollhartmetallfräser “Fischschwanz” mit zwei Schneiden und einer Arbeitslänge von 21mm. Und der klingt einfach furchtbar, ganz anders als ich es von der Oberfräse gewöhnt bin.
Die Verwirrung des Anfängers
Mit diesem Fräser habe ich die vom Hersteller empfohlenen Vorschübe und Geschwindigkeiten für Hartholz auf meinem Werkstück aus mitteldichten Faserplatten eingehalten (Tiefe pro Durchgang: 6mm, Vorschub: 3500mm/min, Drehzahl: 24000U/min). Aber offensichtlich mache ich etwas falsch, denn beim Schneiden gibt es ein schrecklich lautes, unangenehmes schrilles und zischendes Geräusch.
Ich habe die Vorschubgeschwindigkeit allmählich erhöht, weil ich den Eindruck hatte, dass die Fräser wegen zu geringen Vorschubs so klingen. Ich landete bei 9100mm/min (!), wo es etwas besser war. Trotzdem ging dieses unangenehme Geräusch nicht weg.
Fräser ‘kreischt’ beim Zerspanen von MDF
Analyse
Nachdem die 15-minütige Arbeit beendet war, habe ich den Schaftfräser angefasst - die Spannuten sind so gut wie neu und der Fräser fühlt sich kaum warm an. Hmm. Auch der Fräsmotor klang nicht gestresst. Meine Schrittmotoren ließen die Maschine buchstäblich durch das MDF pflügen (reibungslos und ohne Probleme), ich musste sogar die Absaugung aufdrehen, um nicht im Staub zu ertrinken. Auch das Ergebnis sieht für mich gut aus; die Toleranzen sind eng und der Schnitt ist so sauber, wie ich es erwarte - viel besser als ich es von Hand hätte machen können.
Offene Fragen
Was mache ich also falsch? Ist dieses Geräusch “normal” für einen 2-Schneider mit so kleinem Durchmesser? Braucht MDF ganz andere Parameter als Hartholz, um leise zu schneiden, z.B. viel weniger Spindeldrehzahl? Muss ich in meinem CAM-Tool eine andere Frässtrategie wählen?
Diese Fragen stelle ich schnell mal im Forum.
Fragen beantwortet
OK, ich habe eine Antwort vom Hersteller des Bits. Dieses Geräusch ist normal für Schaftfräser, die auf das Schneiden von Holz spezialisiert sind. Nun denn. Wahrscheinlich sollte ich ein Gehäuse für meine Maschine bauen und ein paar sehr gute Ohrstöpsel kaufen. 😬 Nach ein paar Gesprächen mit einem weiteren Werkzeughersteller bestätigt sich diese Aussage nochmal:
“Zweischneider sind immer lauter als gleichgroße Ein- oder Dreischneider. Ihre im 180°-Winkel gegenüberliegenden Flanken sorgen durch die im Wechsel im Eingriff befindlichen Schneiden für zusätzliche Schwingungen des Fräsers. Dafür bieten sie ein besseres Verschleißverhalten als Einschneider und ermöglichen eine bessere Spanabfuhr als Dreischneider.”
Vergleich: Gleiches Material, anderer Fräser
Hier ist ein Vergleichsvideo um zu beurteilen, wie unterschiedlich Fräser in demselben Material klingen können:
14mm 3-Schneider Planfräser, 10mm Schaft, S5500, F7100, Z0.3, Fxy 90%
14mm Planfräser nivelliert in aller Ruhe meine Opferplatte.
Zum Testen habe ich in meinem CAM-Werkzeug eine Spiralstrategie verwendet, die 50% mehr Zeit benötigt als die typischen “Rasenmäher”-Strategien. Auf diese Weise gibt es keine sichtbaren Fräsbahnen im fertigen Material.
Update April-2024:
Nach etwa zwei Jahren Betrieb mit diesen Holzfräsern kann ich sagen, dass sie robust laufen und lange halten. Hier ist mehr Vorschub und mehr Tiefenzustellung besser, als zu behutsam vorzugehen (F4000 S24000 Z+12mm ist in Birke Multiplex auf meiner Maschine durchaus drin). Und die Fräser sind im Gegenlauf deutlich leiser als im Gleichlauf.



